Rétro-ingénierie à partir de l'échantillon réel
L'acquisition de nuage de points, la validation virtuelle et l'intégration FAO raccourcissent le chemin entre une pièce usée et une pièce prête pour la production.
LeadTurbo accompagne les reconditionneurs avec la rétro-ingénierie, l'assurance qualité et une expertise composant par composant, afin de passer d'un échantillon à une pièce de production fiable sans approximation.
 De la rétro-ingénierie à la production
De la rétro-ingénierie à la production
L'acquisition de nuage de points, la validation virtuelle et l'intégration FAO raccourcissent le chemin entre une pièce usée et une pièce prête pour la production.
Contrôles en laboratoire, inspection MMT et rapports d'équilibrage gardent le matériau, les dimensions et la qualité d'assemblage visibles tout au long du procédé.
LeadTurbo intervient au niveau du composant et du système, des carters et roues aux questions d'appariement, de réponse et de durabilité.
La mesure, la simulation et la préparation de fabrication traitent chacune un risque différent. Combinées, elles réduisent l'incertitude avant même que la pièce n'arrive sur la machine ou sur l'établi du reconstructeur.
Le processus part de la pièce réelle, et non d'hypothèses, afin que le modèle numérique reflète la pièce que vous devez réellement reproduire.
Charges, montage, chaleur et risques de défaillance sont vérifiés avant de lancer l'usinage ou les décisions d'outillage.
Trajectoires d'outil, montages et programmes CNC sont préparés pour que la pièce passe en production reproductible avec moins de boucles de mise au point.
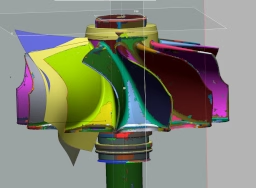
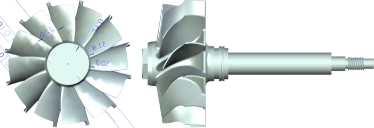
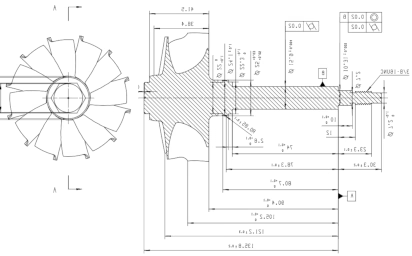
LeadTurbo commence par saisir la géométrie réelle de la pièce à très fine résolution. Le nuage de points devient la référence de base pour reconstruire les surfaces, les arêtes et les formes de transition qui se perdent généralement dans la seule mesure manuelle.
Ainsi, le travail CAO part d'une géométrie réelle appuyée par des mesures, et non d'estimations à partir de quelques dimensions visibles.

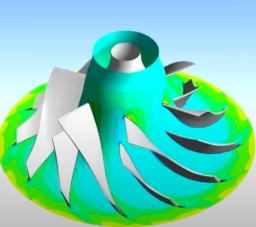
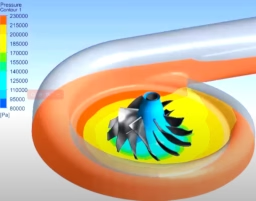
Le modèle numérique est vérifié face aux contraintes, au montage, aux charges thermiques et aux conditions de service avant validation. Cela permet d'identifier les géométries faibles, les hypothèses d'empilage risquées ou les problèmes de durabilité avant d'investir dans l'outillage et les essais.
L'objectif est pratique : raccourcir les cycles d'itération, réduire le coût des corrections et fournir un ensemble de plans déjà plus proche de la réalité de production.
Une fois la géométrie validée, la FAO la traduit en trajectoires d'outil, vérifications de collision, logique de bridage et programmes CNC. Cela comble l'écart entre l'approbation du plan et l'usinage reproductible.
La gestion des révisions et des sorties orientées machine aide à réduire les itérations de mise au point et à maintenir le procédé en service aligné sur le modèle validé.
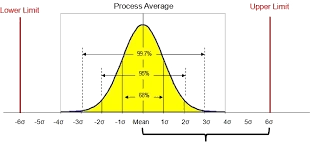
Le travail qualité de LeadTurbo n'est pas un seul point de contrôle en fin de chaîne. C'est une chaîne de contrôles qui commence par la vérification de la matière première et se poursuit par l'inspection dimensionnelle, la rigueur d'assemblage et l'équilibrage.
L'action corrective s'appuie sur la cause profonde, les contrôles préventifs et l'apprentissage du procédé plutôt que sur des correctifs ponctuels.
Composition chimique, dureté et contrôles métallographiques aident à écarter les matières de qualité insuffisante du procédé.
Les dimensions critiques sont vérifiées avec des programmes MMT reproductibles et les enregistrements restent disponibles pour la traçabilité.
Les arbres et ensembles de turbine sont équilibrés avec des résultats traçables pour que l'assemblage final parte d'un groupe rotatif stable.

LeadTurbo s'appuie sur la pensée Six Sigma pour orienter l'action corrective vers la cause profonde, et non vers la gestion du symptôme. C'est important, car les dérives qualité récurrentes sont généralement un problème de procédé, et non simplement d'opérateur.
DFMEA, PFMEA et contrôles préventifs sont utilisés pour réduire les défaillances récurrentes et ancrer l'apprentissage du procédé.
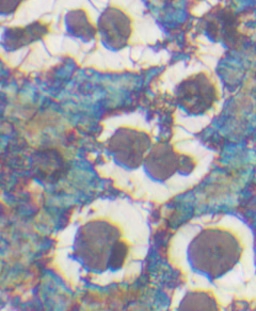
La matière première est contrôlée en composition chimique, dureté, propriétés en traction et état métallographique avant d'être acceptée comme entrée de production.
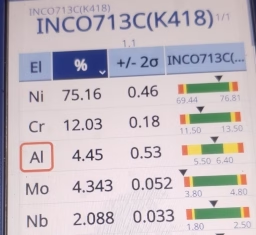
L'analyse XRF et les enregistrements conservés soutiennent la traçabilité, en particulier lorsque la conformité matériau de l'arbre de turbine importe au reconstructeur.
L'inspection MMT pilotée par programme élimine une grande part de variation subjective dans la vérification dimensionnelle et facilite la conservation, la comparaison et le partage des enregistrements.
Pour le client, cela signifie des preuves dimensionnelles objectives plutôt qu'une déclaration générale indiquant que la pièce a été contrôlée.

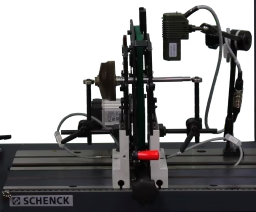
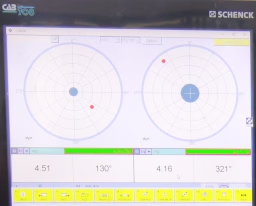

L'équilibrage dynamique est vérifié avec des résultats documentés afin que les arbres et ensembles de turbine arrivent avec un point de départ maîtrisé pour la qualité d'assemblage finale.
Combiné à un couple d'assemblage maîtrisé et au respect des modes opératoires, cela réduit les corrections après assemblage et protège la fiabilité en service.
L'entreprise ne se limite pas à des pièces de rechange isolées. Le contexte d'ingénierie couvre les pièces tournantes, la conception des carters, le comportement aérodynamique, la stratégie de contrôle et les décisions pratiques d'appariement.
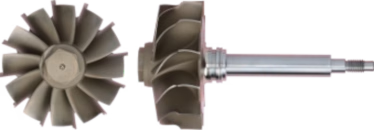
Choix du groupe rotor, des carters et de l'ensemble paliers qui déterminent durabilité et montage.
Roues de compresseur en aluminium à haute résistance, et roues de turbine en alliages de nickel résistants à la chaleur lorsque le cycle de fonctionnement l'exige.
Le contrôle des paliers de butée et lisses est conçu autour d'un appui d'arbre stable et d'un frottement réduit sur toute la plage de fonctionnement.
La conception des carters de turbine et central doit gérer la chaleur, l'étanchéité et les passages de fluide sans introduire d'instabilité évitable.
Une fabrication serrée et un contrôle d'équilibrage strict aident à maintenir le bruit, les vibrations et le risque de service à un faible niveau, même aux très grandes vitesses d'arbre.
Les décisions sur le compresseur, la turbine et les ailettes influent sur la réponse, le rendement et la plage utilisable de la cartographie.
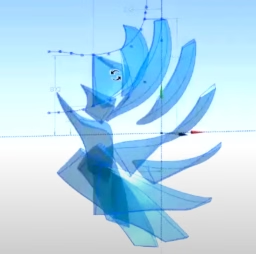
Les profils de pales et la conception de la voie d'écoulement visent le taux de compression, la stabilité et le rendement utile sur l'ensemble de la cartographie.
La conception de l'étage turbine détermine l'efficacité avec laquelle l'énergie d'échappement devient travail d'arbre pour le compresseur.
Le contrôle des ailettes aide à élargir la fenêtre de réponse utile, en particulier lorsque le couple à bas régime importe.
Les décisions sur la wastegate, les actionneurs et le contrôle du pompage comptent autant que le matériel lui-même.
Le matériel de contrôle de suralimentation doit correspondre à la plage de débit visée sans créer de réponse instable ou tardive.
Le retour des capteurs et la logique de calibration aident à maintenir le turbo dans des limites de fonctionnement sûres lorsque la demande moteur évolue.
Une actionnement rapide des ailettes améliore la réponse à bas régime et élargit la fenêtre de fonctionnement lorsque le système est correctement apparié.
Les soupapes de décharge et les mesures de contrôle connexes aident à protéger le compresseur lorsque la demande moteur change brusquement.
Cette section condense le contenu d'ingénierie plus long dans un format de référence plus clair. Elle couvre l'architecture du système, le bilan de puissance, l'interprétation des cartographies, la logique de contrôle, les modes de défaillance et un exemple simple de calcul en régime permanent.
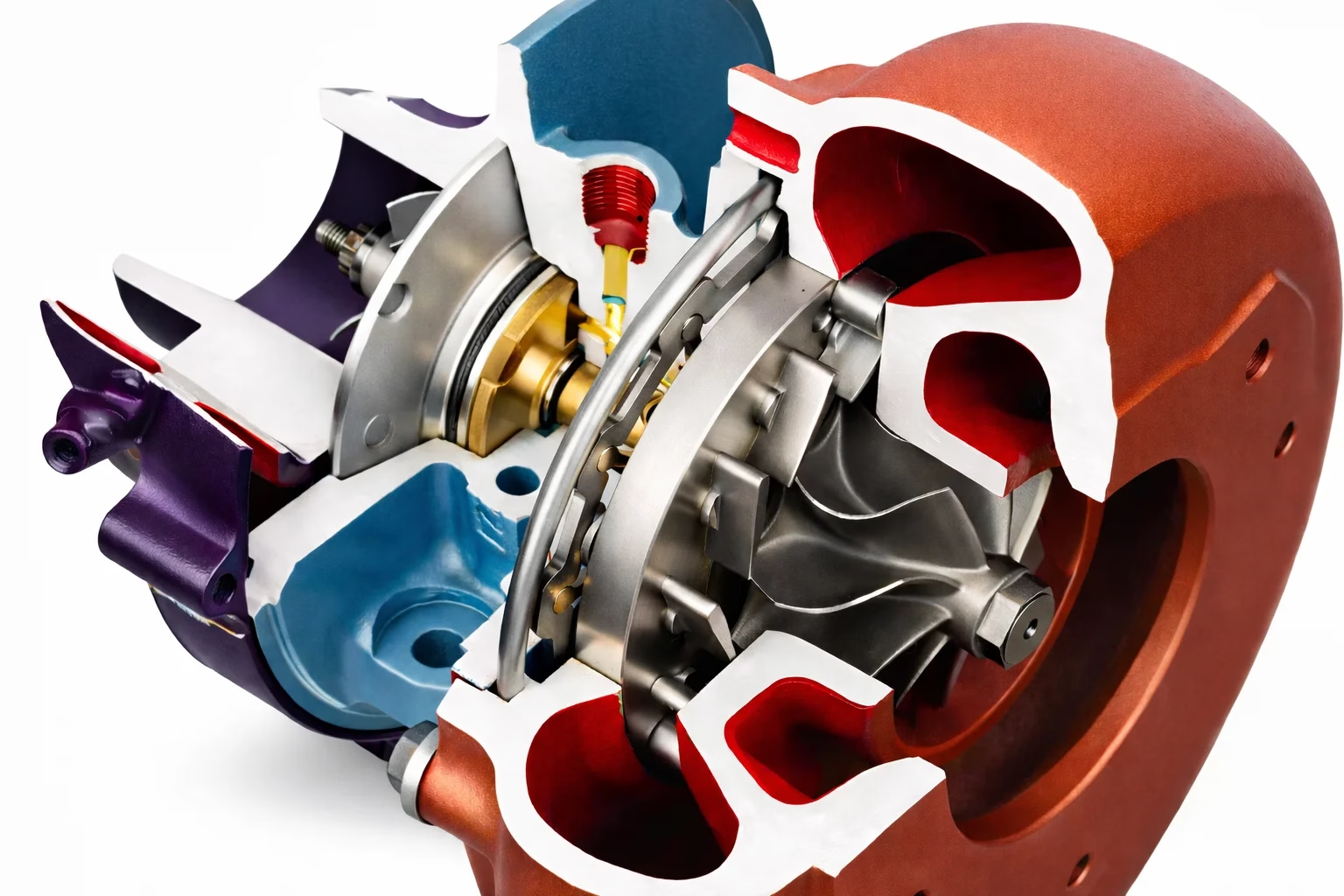
Un turbocompresseur réunit une turbine, un compresseur et un arbre commun pour que l'énergie d'échappement augmente la pression d'admission. Autour de ce cœur, le système de paliers, les carters, les joints, les circuits de refroidissement et le matériel de contrôle déterminent la stabilité et la durabilité du système en service.
En pratique, les choix au niveau des composants et la stratégie de contrôle doivent se lire ensemble. Une roue ou un carter solide à lui seul ne garantit pas un bon système turbo.
En régime permanent, la turbine doit fournir au moins la puissance demandée par le compresseur, plus les pertes mécaniques. L'appariement est donc d'abord un problème de bilan de puissance avant d'être un problème d'intégration.
P_t = m_ex * cp_ex * (T_in - T_out)
P_c = m_air * cp_air * (T2 - T1)
P_t * eta_t >= P_c + P_loss
Ces relations rapides sont utiles pour le travail de concept. L'appariement détaillé nécessite encore des cartographies réelles, l'enthalpie de gaz réel et des points de fonctionnement mesurés.
Le taux de compression, le débit massique, la vitesse d'arbre et le rendement définissent si un turbo fonctionne dans une zone utile de la cartographie. Le matériel de contrôle décide combien de temps le moteur y reste réellement.
Une bonne stratégie de contrôle ne sauve pas un turbo mal apparié, mais un bon appariement peut être dégradé par de mauvaises décisions de contrôle.
Généralement liée à un manque d'huile, à une contamination ou à une perte de jeu. Vérifiez la pression, la propreté et le jeu d'arbre avant de conclure que le matériel est la cause d'origine.
Les dommages par corps étrangers et la fatigue se manifestent tous deux sur l'état des pales. L'inspection à l'endoscope et le nettoyage des voies sont essentiels avant qu'une autre unité ne reprenne du service.
De l'huile à l'admission ou à l'échappement peut indiquer une défaillance de joint, mais aussi un déséquilibre de pression, des problèmes de ventilation ou une usure de palier ailleurs dans le système.
Une suralimentation faible se situe souvent en dehors du turbo lui-même : fuites, défauts d'actionneur, dommage à l'échangeur intercooler ou restriction côté échappement peuvent tous ressembler d'abord à un problème matériel.
La règle pratique est simple : l'appariement basé sur les cartographies et les données de validation doivent guider la décision finale, pas la seule intuition.
m_ex = 0.60 kg/s
m_air = 0.25 kg/s
PR = 1.8
eta_c = 0.72 | eta_t = 0.70
T2s = 300 * 1.8^0.286 ~= 354.9 K
T2 = 300 + (354.9 - 300) / 0.72 ~= 376.2 K
P_c = 0.25 * 1005 * (376.2 - 300) ~= 19.1 kW
P_t,ideal = 19.1 / 0.70 ~= 27.3 kW
Que la demande parte d'un cœur usé, d'un problème dimensionnel ou d'un nouveau besoin marché, l'étape suivante reste la même : présenter les références à l'équipe d'ingénierie et réduire le risque tôt dans le processus.