Reverse Engineering aus dem realen Muster
Punktwolken-Erfassung, virtuelle Validierung und CAM-Integration verkürzen den Weg vom verschlissenen Bauteil zum produktionsreifen Teil.
LeadTurbo unterstützt Instandsetzer mit Reverse Engineering, Qualitätssicherung und Komponentenwissen rund um den Turbolader, damit aus einem Muster ein verlässliches Serienteil wird, ohne Rätselraten.
 Vom Reverse Engineering zur Produktion
Vom Reverse Engineering zur Produktion
Punktwolken-Erfassung, virtuelle Validierung und CAM-Integration verkürzen den Weg vom verschlissenen Bauteil zum produktionsreifen Teil.
Laborprüfungen, KMG-Inspektion und Auswuchtprotokolle halten Werkstoff, Maße und Montagequalität über den gesamten Prozess sichtbar.
LeadTurbo arbeitet auf Komponenten- und Systemebene — von Gehäusen und Rädern bis zu Fragen der Auslegung, des Ansprechverhaltens und der Lebensdauer.
Messung, Simulation und Fertigungsvorbereitung reduzieren jeweils unterschiedliche Risiken. Zusammen schaffen sie Klarheit, bevor das Teil die Maschine oder den Arbeitstisch des Instandsetzers erreicht.
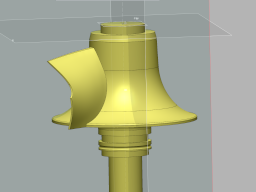
Der Prozess startet beim realen Bauteil, nicht bei Annahmen — das digitale Modell bildet das tatsächlich zu reproduzierende Teil ab.
Lasten, Passung, Temperaturbelastung und Ausfallrisiken werden geprüft, bevor Konstruktion, Bearbeitung oder Werkzeugbau freigegeben werden.
Werkzeugbahnen, Vorrichtungen und CNC-Programme werden vorbereitet, damit das Teil mit weniger Einricht-Schleifen in die reproduzierbare Produktion überführt werden kann.
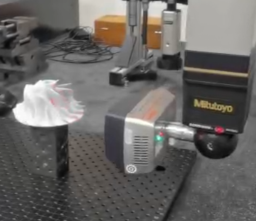
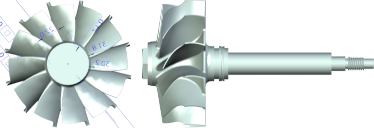
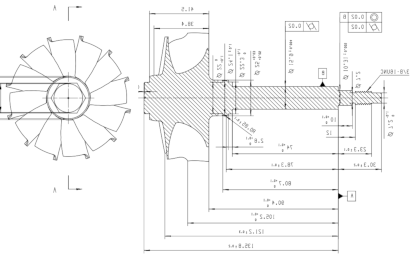
LeadTurbo erfasst zunächst die tatsächliche Bauteilgeometrie in sehr feiner Auflösung. Die Punktwolke wird zur Basisreferenz für die Rekonstruktion von Flächen, Kanten und Übergangsformen, die bei reiner Handmessung meist verloren gehen.
So startet die CAD-Arbeit mit realer, messtechnisch belegter Geometrie — und nicht mit Schätzungen anhand weniger sichtbarer Maße.
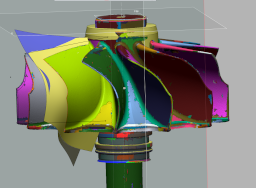
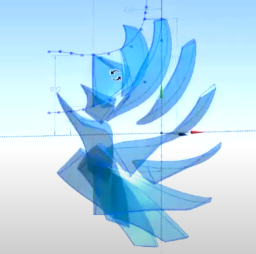
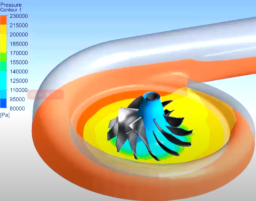
Das digitale Modell wird vor der Freigabe gegen Spannung, Passung, thermische Last und Einsatzbedingungen geprüft. So lassen sich schwache Geometrien, riskante Stapelmaße oder Haltbarkeitsrisiken erkennen, bevor Zeit in Werkzeuge und Probefertigung fließt.
Das Ziel ist praktisch: Iterationszyklen verkürzen, Korrekturkosten senken und einen Zeichnungssatz übergeben, der der Produktionsrealität bereits näher ist.
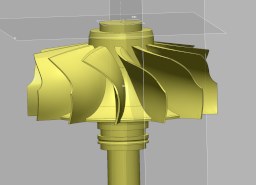
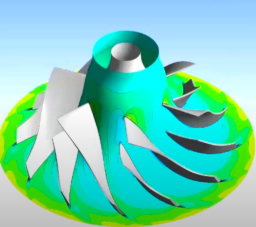
Sobald die Geometrie validiert ist, überführt CAM sie in Werkzeugbahnen, Kollisionsprüfungen, Spannvorrichtungslogik und CNC-fertige Programme. Damit schließt sich die Lücke zwischen Zeichnungsfreigabe und reproduzierbarer Bearbeitung.
Revisionsführung und maschinenorientierte Ausgaben helfen, Einricht-Iterationen zu reduzieren und den freigegebenen Prozess am validierten Modell ausgerichtet zu halten.
Die Qualitätsarbeit bei LeadTurbo ist kein einzelner Kontrollpunkt am Ende. Es ist eine Kette von Kontrollen — von der Materialprüfung über Maßkontrolle und Montagesorgfalt bis zum Auswuchten.
Korrekturmaßnahmen orientieren sich an Ursache, vorbeugenden Kontrollen und Prozesslernen — nicht an Einzelfall-Reparaturen.
Chemische Zusammensetzung, Härte und metallografische Prüfungen halten minderwertige Werkstoffe aus dem Prozess fern.
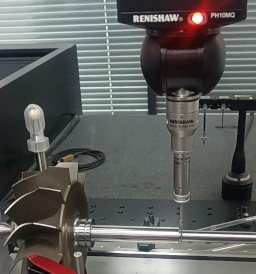
Kritische Maße werden mit reproduzierbaren KMG-Programmen geprüft, die Aufzeichnungen bleiben für die Rückverfolgbarkeit verfügbar.
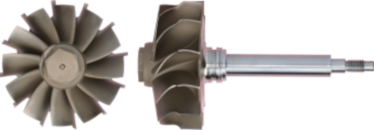
Turbinenwellen und Baugruppen werden mit dokumentierbaren Ergebnissen ausgewuchtet — der Endmontage liegt eine stabile Rotorgruppe zugrunde.

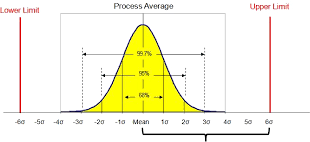
LeadTurbo nutzt Six-Sigma-Denken, um Korrekturmaßnahmen auf die Ursache statt auf Symptomlinderung auszurichten. Das ist wichtig: Wiederkehrende Qualitätsabweichung ist meist ein Prozessproblem, nicht nur ein Bedienerproblem.
DFMEA, PFMEA und vorbeugende Kontrollen werden eingesetzt, um wiederkehrende Fehler zu reduzieren und Prozesslernen zu verankern.
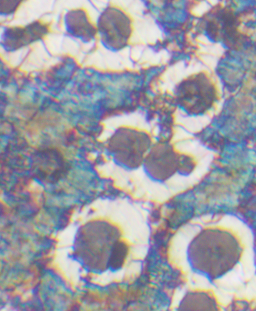
Rohmaterial wird auf chemische Zusammensetzung, Härte, Zugfestigkeit und metallografischen Zustand geprüft, bevor es als zugelassener Produktionsinput akzeptiert wird.
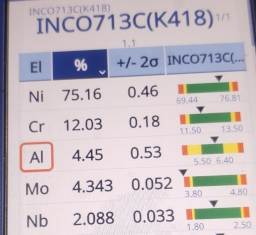
RFA-Analysen und archivierte Nachweise sichern die Rückverfolgbarkeit, besonders wenn die Werkstoffkonformität der Turbinenwelle für den Instandsetzer entscheidend ist.
Programmgesteuerte KMG-Prüfung entfernt einen großen Anteil subjektiver Streuung aus der Maßprüfung und erleichtert das Speichern, Vergleichen und Weitergeben der Aufzeichnungen.
Für den Kunden bedeutet das objektive Maßnachweise statt einer pauschalen Aussage, das Teil sei geprüft worden.
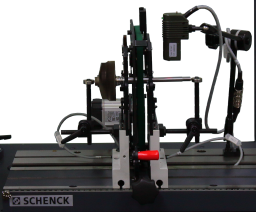


Die dynamische Auswuchtung wird mit dokumentierten Ergebnissen verifiziert — Turbinenwellen und Baugruppen erreichen einen kontrollierten Ausgangspunkt für die Endmontagequalität.
Kombiniert mit kontrolliertem Anzugsmoment und SOP-Disziplin reduziert das Nacharbeit nach der Montage und schützt die Betriebssicherheit.
Das Unternehmen beschränkt sich nicht auf isolierte Ersatzteile. Der Engineering-Kontext umfasst rotierende Komponenten, Gehäusekonstruktion, Strömungsverhalten, Regelungsstrategie und praktische Auslegungsentscheidungen.
Entscheidungen zu Rumpfgruppe, Gehäusen und Lagerpaket, die Haltbarkeit und Passung bestimmen.
Verdichterräder aus hochfestem Aluminium und Turbinenräder aus hitzebeständigen Nickellegierungen, wenn der Lastzyklus es verlangt.
Die Auslegung von Axial- und Gleitlagern zielt auf stabile Wellenführung und reduzierte Reibung über den gesamten Betriebsbereich.
Die Konstruktion von Turbinen- und Mittelgehäuse muss Hitze, Abdichtung und Fluidkanäle bewältigen, ohne vermeidbare Instabilitäten einzuführen.
Enge Fertigung und strikte Auswuchtkontrolle halten Geräusche, Vibrationen und Betriebsrisiko bei sehr hohen Wellendrehzahlen niedrig.
Entscheidungen an Verdichter, Turbine und Leitschaufeln beeinflussen Ansprechverhalten, Wirkungsgrad und nutzbaren Kennfeldbereich.
Schaufelprofile und Strömungspfad-Entscheidungen zielen auf Druckverhältnis, Stabilität und nutzbaren Wirkungsgrad über das gesamte Kennfeld.
Die Auslegung der Turbinenstufe bestimmt, wie effektiv Abgasenergie in Wellenarbeit für den Verdichter umgewandelt wird.
Die Schaufelregelung erweitert das wirksame Ansprechfenster, besonders wenn das Drehmoment im unteren Drehzahlbereich zählt.
Entscheidungen zu Wastegate, Stellmotor und Pumpschutz sind ebenso wichtig wie die Hardware selbst.
Die Ladedruckregel-Hardware muss zum vorgesehenen Strömungsbereich passen, ohne instabile oder verzögerte Reaktionen zu erzeugen.
Sensorrückmeldung und Kalibrier-Logik halten den Turbo bei wechselnder Motoranforderung in sicheren Betriebsgrenzen.
Schnelle Schaufelbetätigung verbessert das Ansprechverhalten im unteren Drehzahlbereich und erweitert das Betriebsfenster, sofern das System korrekt ausgelegt ist.
Schubumluftventile und verwandte Regelmaßnahmen schützen den Verdichter bei abrupten Lastwechseln.
Dieser Abschnitt verdichtet den längeren Engineering-Inhalt in ein klareres Referenzformat. Er behandelt Systemarchitektur, Leistungsbilanz, Kennfeldinterpretation, Regelungslogik, Fehlerbilder und ein einfaches Beispiel für eine stationäre Berechnung.
Ein Turbolader kombiniert Turbine, Verdichter und gemeinsame Welle, sodass Abgasenergie den Ansaugdruck erhöhen kann. Rundherum bestimmen Lagersystem, Gehäuse, Dichtungen, Kühlkanäle und Regel-Hardware, wie stabil und langlebig das System im Betrieb ist.
In der Praxis müssen Komponenten-Entscheidungen und Regelungsstrategie gemeinsam gelesen werden. Ein starkes Rad oder Gehäuse allein garantiert kein gutes Turbosystem.
Im stationären Zustand muss die Turbine mindestens die vom Verdichter geforderte Leistung plus mechanische Verluste liefern. Auslegung ist daher zuerst ein Leistungsbilanzproblem, bevor sie ein Bauraumproblem wird.
P_t = m_ex * cp_ex * (T_in - T_out)
P_c = m_air * cp_air * (T2 - T1)
P_t * eta_t >= P_c + P_loss
Diese schnellen Zusammenhänge sind für Konzeptarbeit nützlich. Detaillierte Auslegung benötigt weiterhin reale Kennfelder, Realgas-Enthalpien und gemessene Betriebspunkte.
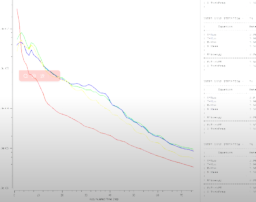
Druckverhältnis, Massenstrom, Wellendrehzahl und Wirkungsgrad bestimmen, ob ein Turbo in einem nutzbaren Kennfeldbereich arbeitet. Die Regel-Hardware entscheidet, wie häufig der Motor tatsächlich dort verweilt.
Eine gute Regelungsstrategie rettet keinen schlecht ausgelegten Turbo, aber eine gute Auslegung kann durch schlechte Regelentscheidungen dennoch verschlechtert werden.
Meist auf Ölmangel, Verschmutzung oder Spielverlust zurückzuführen. Prüfen Sie Druck, Sauberkeit und Wellenspiel, bevor Sie die Hardware als Ursprungsursache einstufen.
Fremdkörperschäden und Ermüdung zeigen sich am Schaufelzustand. Endoskopinspektion und Reinigung der Strömungswege sind wichtig, bevor eine weitere Einheit in Betrieb geht.
Öl im Ansaug- oder Abgastrakt kann auf Dichtungsschäden hinweisen, aber auch auf Druckungleichgewicht, Belüftungsprobleme oder Lagerverschleiß an anderer Stelle.
Niedriger Ladedruck liegt oft außerhalb des Turbos selbst: Leckagen, Stellmotor-Fehler, Ladeluftkühler-Schäden oder Abgasseiten-Verengungen können zunächst wie ein Hardware-Problem aussehen.
Die praktische Regel ist einfach: Die finale Entscheidung sollten kennfeldbasierte Auslegung und Validierungsdaten treiben — nicht Intuition allein.
m_ex = 0.60 kg/s
m_air = 0.25 kg/s
PR = 1.8
eta_c = 0.72 | eta_t = 0.70
T2s = 300 * 1.8^0.286 ~= 354.9 K
T2 = 300 + (354.9 - 300) / 0.72 ~= 376.2 K
P_c = 0.25 * 1005 * (376.2 - 300) ~= 19.1 kW
P_t,ideal = 19.1 / 0.70 ~= 27.3 kW
Ob die Anfrage bei einer verschlissenen Rumpfgruppe, einem Maßproblem oder einer neuen Marktanforderung beginnt — der nächste Schritt ist derselbe: Bringen Sie die Referenzen vor das Engineering-Team und reduzieren Sie das Risiko frühzeitig.