Реверс-інжиніринг на основі реального зразка
Захоплення хмари точок, віртуальна валідація та інтеграція CAM скорочують шлях від зношеної деталі до готових до виробництва компонентів.
LeadTurbo підтримує ремонтної майстерні завдяки реверс-інжинірингу, забезпеченню якості та глибокій експертизі компонентів турбокомпресорів, щоб закупівельна розмова просувалася від зразка до надійної серійної деталі без здогадок.
 Від реверс-інжинірингу до виробництва
Від реверс-інжинірингу до виробництва
Захоплення хмари точок, віртуальна валідація та інтеграція CAM скорочують шлях від зношеної деталі до готових до виробництва компонентів.
Лабораторні перевірки, інспекція CMM і звіти балансування зберігають видимість матеріалу, розмірів та якості складання впродовж усього процесу.
LeadTurbo працює як на рівні компонентів, так і на рівні системи — від корпусів та коліс до питань узгодження, реакції та надійності.
Вимірювання, симуляція та підготовка виробництва вирішують різні ризики. Разом вони зменшують невизначеність ще до того, як деталь потрапить на верстат чи стіл майстра.
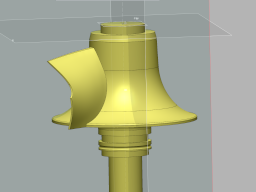
Процес починається з реальної деталі, а не з припущень, тож цифрова модель відображає саме той компонент, який потрібно відтворити.
Навантаження, посадка, нагрів і ризики відмов перевіряються ще до того, як проєкт випущений для рішень з обробки чи оснащення.
Траєкторії інструмента, оснащення та програми ЧПК готуються так, щоб деталь перейшла у повторюване виробництво з меншою кількістю ітерацій налагодження.
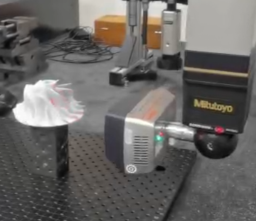
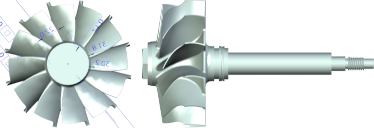
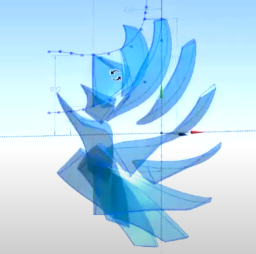
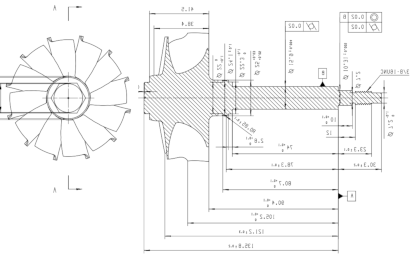
LeadTurbo починає з фіксації реальної геометрії деталі з дуже високою роздільністю. Хмара точок стає базовим референсом для відтворення поверхонь, ребер і перехідних форм, які зазвичай губляться при суто ручному вимірюванні.
Це означає, що робота в CAD починається з реальної геометрії, підкріпленої виміряними даними, а не з оцінок за кількома видимими розмірами.
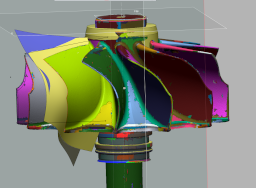
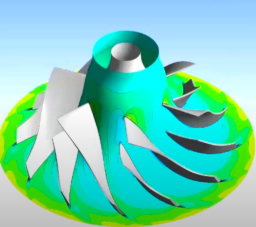
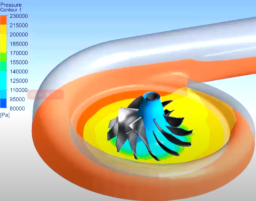
Цифрова модель перевіряється на напруження, посадку, термічне навантаження та умови експлуатації ще до випуску. Це допомагає виявити слабку геометрію, помилкові припущення щодо ланцюжків розмірів або ризики надійності, перш ніж витрачати час на оснащення та пробне виробництво.
Мета прагматична: скоротити цикли ітерацій, знизити вартість виправлень і передати комплект креслень, який уже ближчий до виробничої реальності.
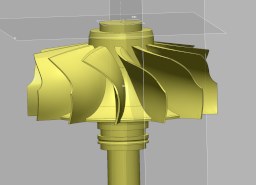
Коли геометрія валідована, CAM перетворює її на траєкторії інструмента, перевірки колізій, логіку кріплення та програми, готові для ЧПК. Це закриває розрив між затвердженням креслення та повторюваною обробкою.
Контроль версій та машинно-орієнтовані вихідні дані допомагають зменшити ітерації налагодження й тримати випущений процес узгодженим із валідованою моделлю.
Робота з якістю в LeadTurbo — це не один контрольний пункт у кінці. Це ланцюг перевірок, що починається з верифікації сировини й продовжується через розмірну інспекцію, дисципліну складання та балансування.
Коригувальні дії будуються навколо першопричини, превентивних контролів та навчання процесу, а не одноразових виправлень.
Перевірки хімічного складу, твердості та металографії допомагають не допустити сировину низької якості до процесу.
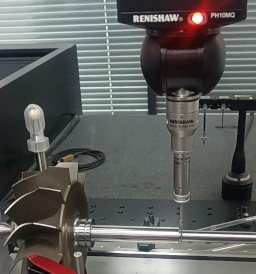
Критичні розміри перевіряються повторюваними програмами CMM, а записи залишаються доступними для відстежуваності.
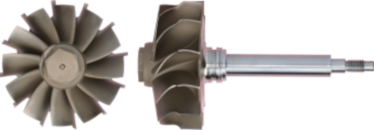
Вали турбін та зборки балансуються з документованими результатами, щоб остаточне складання починалося зі стабільної обертової групи.

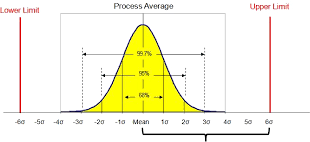
LeadTurbo застосовує мислення Six Sigma, щоб скеровувати коригувальні дії до першопричини, а не до боротьби з симптомами. Це важливо, бо повторюваний дрейф якості — це здебільшого проблема процесу, а не лише оператора.
DFMEA, PFMEA і превентивні контролі застосовуються для зменшення повторюваних відмов та закріплення процесного досвіду.
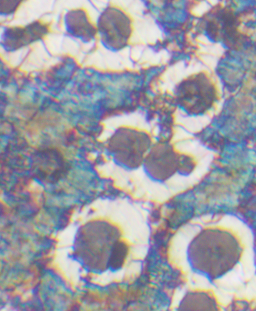
Сировина перевіряється за хімічним складом, твердістю, властивостями на розтяг та металографічним станом, перш ніж стати прийнятим виробничим матеріалом.
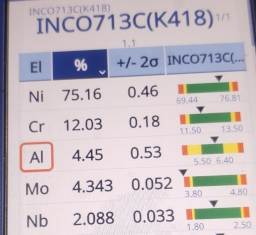
XRF-аналіз та збережені записи підтримують відстежуваність, особливо коли відповідність матеріалу вала турбіни критична для ремонтної майстерні.
Інспекція CMM, керована програмою, усуває значну частину субʼєктивної варіативності з розмірної верифікації та полегшує зберігання, порівняння й обмін записами.
Для клієнта це означає обʼєктивні розмірні докази замість загальної заяви про те, що деталь перевірена.
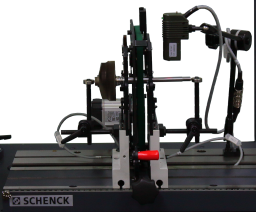


Динамічне балансування перевіряється з документованими результатами, тож вали турбін та зборки приходять із контрольованою стартовою точкою для якості остаточного складання.
У поєднанні з контрольованим моментом затягування та дисципліною SOP це зменшує виправлення після складання та захищає експлуатаційну надійність.
Компанія не обмежується окремими запчастинами. Інженерний контекст охоплює обертові вузли, проєктування корпусів, поведінку повітряного потоку, стратегію керування та практичні рішення з узгодження.
Рішення щодо роторної групи, корпусів і пакета підшипників, що формують надійність та посадку.
Колеса компресора з високоміцного алюмінію, а колеса турбіни — з жаростійких нікелевих сплавів там, де цього вимагає робочий цикл.
Контроль упорних та опорних підшипників побудований навколо стабільної опори вала і зниженого тертя у всьому робочому діапазоні.
Проєктування корпусу турбіни та центрального корпусу має забезпечувати термічне навантаження, ущільнення та канали робочих рідин без зайвої нестабільності.
Жорстке виробництво та контроль балансування допомагають утримувати низькими шум, вібрацію та експлуатаційний ризик навіть на дуже високих швидкостях вала.
Рішення щодо компресора, турбіни та лопаток впливають на реакцію, ефективність та корисний діапазон робочої карти.
Профілі лопаток і конструкція проточної частини спрямовані на ступінь стиснення, стабільність та корисну ефективність по всій робочій карті.
Конструкція турбінного ступеня визначає, наскільки ефективно енергія вихлопу перетворюється на роботу вала для компресора.
Керування лопатками допомагає розширити ефективне вікно реакції, особливо там, де важливий крутний момент на низьких обертах.
Рішення щодо wastegate, актуатора та контролю помпажу важливі не менше за саме обладнання.
Обладнання керування наддувом має відповідати потрібному діапазону витрати, не створюючи нестабільної або затриманої реакції.
Зворотний звʼязок із датчиків та логіка калібрування допомагають утримувати турбо в безпечних робочих межах при змінному навантаженні двигуна.
Швидке керування лопатками покращує реакцію на низьких обертах і розширює робоче вікно, коли система правильно узгоджена.
Клапани blow-off та повʼязані заходи керування допомагають захистити компресор, коли навантаження двигуна різко змінюється.
Цей розділ ущільнює довший інженерний матеріал у чіткий довідковий формат. Він охоплює архітектуру системи, енергетичний баланс, читання робочих карт, логіку керування, режими відмов і простий приклад розрахунку у сталому режимі.
Турбокомпресор поєднує турбіну, компресор і спільний вал, щоб енергія вихлопу могла підвищувати тиск на впуску. Навколо цього ядра підшипниковий вузол, корпуси, ущільнення, канали охолодження та обладнання керування визначають, наскільки стабільною і довговічною буде система в експлуатації.
На практиці рішення на рівні компонентів і стратегія керування мають розглядатися разом. Саме лише міцне колесо чи корпус не гарантують добру турбо-систему.
У сталому режимі турбіна має забезпечувати щонайменше потужність, потрібну компресору, плюс механічні втрати. Тому підбір — це насамперед задача балансу потужностей, а вже потім задача компонування.
P_t = m_ex * cp_ex * (T_in - T_out)
P_c = m_air * cp_air * (T2 - T1)
P_t * eta_t >= P_c + P_loss
Ці швидкі співвідношення корисні на концептуальному етапі. Детальний підбір все одно потребує реальних карт, ентальпії реального газу та виміряних робочих точок.
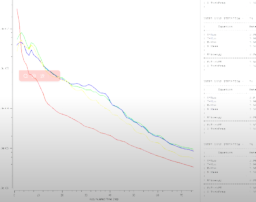
Ступінь стиснення, масова витрата, швидкість вала та ефективність визначають, чи працює турбо в корисній області карти. Обладнання керування вирішує, як часто двигун там фактично перебуває.
Добра стратегія керування не врятує погано підібрану турбо, але добрий підбір можна зіпсувати поганими рішеннями керування.
Зазвичай повʼязане з нестачею мастила, забрудненням або втратою зазору. Перевірте тиск, чистоту й люфт вала, перш ніж робити висновок, що першопричиною є саме обладнання.
Пошкодження сторонніми предметами та втома матеріалу проявляються у стані лопаток. Перед поверненням іншого вузла в експлуатацію важливі огляд бороскопом і чищення проточних трактів.
Мастило на впуску або вихлопі може вказувати на пошкодження ущільнень, але також на дисбаланс тиску, проблеми з вентиляцією чи знос підшипників в іншому місці системи.
Низький наддув часто знаходиться поза самою турбо: витоки, несправності актуатора, пошкодження інтеркулера або обмеження зі сторони вихлопу можуть спершу виглядати як апаратна проблема.
Практичне правило просте: остаточне рішення мають визначати підбір на основі робочих карт і дані валідації, а не сама лише інтуїція.
m_ex = 0.60 kg/s
m_air = 0.25 kg/s
PR = 1.8
eta_c = 0.72 | eta_t = 0.70
T2s = 300 * 1.8^0.286 ~= 354.9 K
T2 = 300 + (354.9 - 300) / 0.72 ~= 376.2 K
P_c = 0.25 * 1005 * (376.2 - 300) ~= 19.1 kW
P_t,ideal = 19.1 / 0.70 ~= 27.3 kW
Незалежно від того, чи запит починається із зношеного картриджа, розмірної проблеми або нової ринкової вимоги, наступний крок один: показати референси інженерній команді та якомога раніше звузити ризики.