Engenharia reversa a partir da amostra real
Captura de nuvem de pontos, validação virtual e integração com CAM encurtam o caminho de uma peça gasta até uma peça pronta para produção.
A LeadTurbo apoia oficinas de reparação com engenharia inversa, garantia de qualidade e conhecimento de turbocompressores ao nível do componente, para que a conversa de aprovisionamento avance da amostra para uma peça de produção fiável sem suposições.
 Da engenharia reversa à produção
Da engenharia reversa à produção
Captura de nuvem de pontos, validação virtual e integração com CAM encurtam o caminho de uma peça gasta até uma peça pronta para produção.
Verificações de laboratório, inspeção em CMM e relatórios de equilíbrio mantêm material, dimensões e qualidade de montagem visíveis ao longo de todo o processo.
A LeadTurbo atua em nível de componente e de sistema, das carcaças e rotores às questões de seleção, resposta e durabilidade.
Medição, simulação e preparação de manufatura resolvem cada uma um risco diferente. Juntas, reduzem a ambiguidade antes mesmo de a peça chegar à máquina ou à bancada do oficina de reconstrução.
O processo parte da peça real, não de suposições, para que o modelo digital reflita a peça que você realmente precisa reproduzir.
Cargas, compatibilidade, calor e riscos de falha são verificados antes de libertar o projecto para decisões de maquinação ou ferramental.
Trajetórias de ferramenta, dispositivos e programas CNC são preparados para que a peça vá para uma produção repetível com menos voltas de setup.
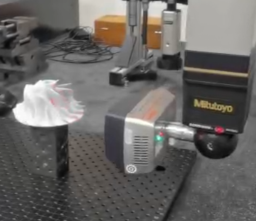
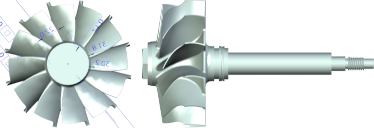
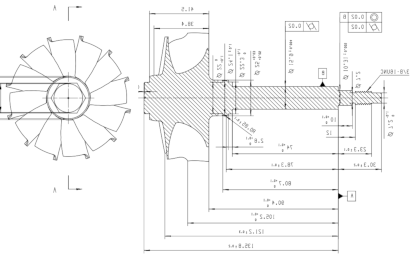
A LeadTurbo começa capturando a geometria real da peça em altíssima resolução. A nuvem de pontos vira a referência base para reconstruir superfícies, arestas e formas de transição que costumam se perder na medição manual sozinha.
Assim, o trabalho em CAD parte da geometria real com evidência medida por trás, não de estimativas a partir de algumas dimensões visíveis.
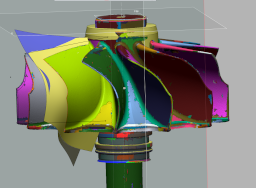
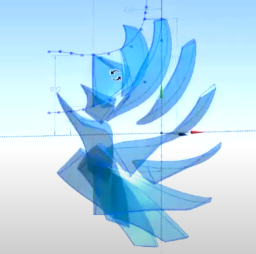
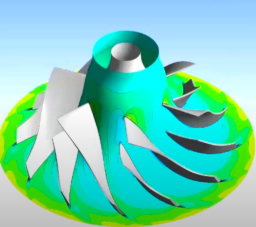
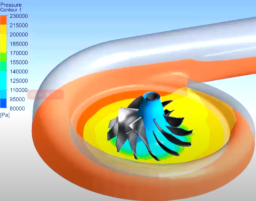
O modelo digital é verificado quanto a tensões, compatibilidade, carga térmica e condições de serviço antes da libertação. Isto ajuda a expor geometrias frágeis, pressupostos incorrectos de empilhamento ou riscos de durabilidade antes de investir tempo em ferramental e fabrico de teste.
O objetivo é prático: encurtar ciclos de iteração, reduzir custos de correção e entregar um conjunto de desenhos que já está mais próximo da realidade da produção.
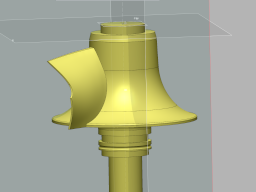
Quando a geometria está validada, o CAM a converte em trajetórias de ferramenta, verificação de colisões, lógica de dispositivos e programas prontos para CNC. Isso fecha a lacuna entre aprovação do desenho e maquinação repetível.
O controle de revisões e as saídas orientadas à máquina ajudam a reduzir as iterações de setup e mantêm o processo liberado alinhado ao modelo validado.
O trabalho de qualidade da LeadTurbo não é um único checkpoint no fim. É uma cadeia de controles que começa pela verificação da matéria-prima e segue pela inspeção dimensional, disciplina de montagem e equilíbrio.
A ação corretiva é construída sobre causa raiz, controles preventivos e aprendizado de processo, não sobre consertos pontuais.
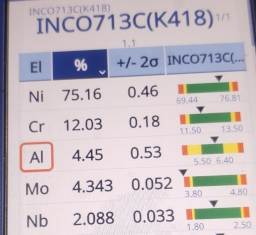
Composição química, dureza e verificações metalográficas ajudam a manter insumos de baixa qualidade fora do processo.
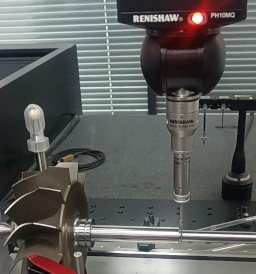
As dimensões críticas são verificadas com rotinas CMM repetíveis e os registros ficam disponíveis para rastreabilidade.
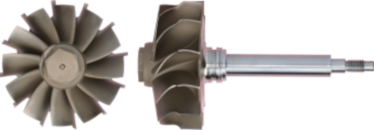
Os eixos e conjuntos de turbina são equilibrados com resultados reportáveis para que a montagem final parta de um grupo rotativo estável.

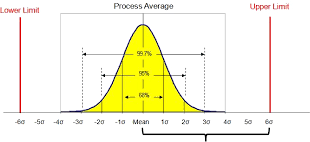
A LeadTurbo usa o pensamento Six Sigma para direcionar a ação corretiva para a causa raiz, e não para a gestão do sintoma. Isso importa porque o desvio recorrente de qualidade costuma ser um problema de processo, e não só de operador.
DFMEA, PFMEA e controles preventivos são usados para reduzir falhas recorrentes e fixar o aprendizado do processo.
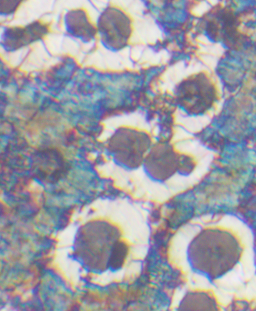
A matéria-prima é checada quanto a composição química, dureza, propriedades de tração e condição metalográfica antes de ser aceita como insumo de produção.
A análise XRF e os registros conservados sustentam a rastreabilidade, especialmente quando a conformidade do material do eixo de turbina importa ao oficina de reconstrução.
A inspeção CMM por programa elimina grande parte da variação subjetiva da verificação dimensional e facilita armazenar, comparar e compartilhar os registros.
Para o cliente, isso significa evidência dimensional objetiva, em vez de uma afirmação genérica de que a peça foi verificada.
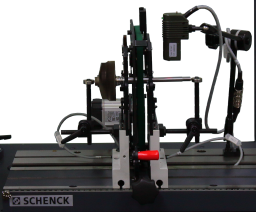


O equilíbrio dinâmico é verificado com resultados documentados para que os eixos e conjuntos de turbina cheguem com um ponto de partida controlado para a qualidade final da montagem.
Combinado com torque de montagem controlado e disciplina de SOP, isso reduz o retrabalho após a montagem e protege a fiabilidade em serviço.
A empresa não se limita a peças isoladas. O contexto de engenharia abrange peças rotativas, projeto de carcaças, comportamento de fluxo, estratégia de controle e decisões práticas de seleção.
Decisões sobre grupo rotor, caixas e conjunto de rolamentos que definem durabilidade e compatibilidade.
Rotores do compressor em alumínio de alta resistência e rotores de turbina baseados em ligas de níquel resistentes ao calor quando o ciclo de trabalho exige.
O controle dos rolamentos axial e radial é construído em torno do apoio estável do eixo e do atrito reduzido em toda a faixa de operação.
O projeto da carcaça de turbina e da carcaça central precisa lidar com calor, vedação e condutas de fluido sem criar instabilidade evitável.
Fabrico preciso e controlo de equilíbrio ajudam a manter baixos o ruído, a vibração e o risco em serviço, mesmo a velocidades de eixo muito elevadas.
Decisões sobre compressor, turbina e palhetas afetam a resposta, a eficiência e a faixa utilizável do mapa.
Perfis de pá e decisões de caminho de fluxo miram razão de pressão, estabilidade e eficiência utilizável em todo o mapa.
O projeto do estágio da turbina determina o quão eficazmente a energia de escape vira trabalho de eixo para o compressor.
O controle das palhetas ajuda a ampliar a janela efetiva de resposta, sobretudo quando o torque em baixa rotação é importante.
As decisões sobre wastegate, atuador e controle de surge importam tanto quanto o próprio hardware.
O hardware de controle de pressão precisa casar com a faixa de fluxo prevista, sem gerar resposta instável ou atrasada.
O retorno dos sensores e a lógica de calibração ajudam a manter o turbo dentro dos limites de operação seguros conforme a demanda do motor varia.
Atuação rápida das palhetas melhora a resposta em baixa rotação e amplia a janela de operação quando o sistema está bem casado.
Válvulas de alívio e medidas de controle relacionadas ajudam a proteger o compressor quando a demanda do motor muda bruscamente.
Esta seção condensa o conteúdo de engenharia mais extenso em um formato de referência mais enxuto. Cobre a arquitetura do sistema, o balanço de potência, a interpretação do mapa, a lógica de controle, os modos de falha e um exemplo simples de cálculo em regime permanente.
Um turbocompressor combina turbina, compressor e eixo compartilhado para que a energia de escape eleve a pressão de admissão. Ao redor desse núcleo, o sistema de rolamentos, as carcaças, as vedações, os condutas de arrefecimento e o hardware de controle determinam o quão estável e durável o sistema é em serviço.
Na prática, as escolhas em nível de componente e a estratégia de controle precisam ser lidas em conjunto. Um rotor ou uma carcaça forte por si só não garante um bom sistema turbo.
Em regime permanente, a turbina precisa fornecer pelo menos a potência exigida pelo compressor mais as perdas mecânicas. Por isso, a seleção é primeiro um problema de balanço de potência, antes de ser um problema de empacotamento.
P_t = m_ex * cp_ex * (T_in - T_out)
P_c = m_air * cp_air * (T2 - T1)
P_t * eta_t >= P_c + P_loss
Essas relações rápidas servem para o trabalho de conceito. O casamento detalhado ainda exige mapas reais, entalpia de gás real e pontos de operação medidos.
Razão de pressão, vazão mássica, rotação do eixo e eficiência definem se um turbo opera em uma região útil do mapa. O hardware de controle decide com que frequência o motor realmente permanece ali.
Uma boa estratégia de controle não salva um turbo mal casado, mas um bom casamento pode ser degradado por más decisões de controle.
Geralmente ligada à falta de óleo, contaminação ou perda de folga. Verifique pressão, limpeza e folga do eixo antes de concluir que o hardware é a causa original.
Danos por objetos estranhos e fadiga aparecem na condição das pás. Inspeção com boroscópio e limpeza dos condutas são importantes antes de devolver outra unidade ao serviço.
Óleo na admissão ou no escape pode indicar problema de vedação, mas também desbalanço de pressão, problemas de ventilação ou desgaste de rolamento em outro ponto do sistema.
Pressão baixa muitas vezes está fora do próprio turbo: fugas, falhas de atuador, dano no intercooler ou restrição no lado do escape podem parecer, à primeira vista, um problema de hardware.
A regra prática é simples: a seleção baseada em mapas e os dados de validação devem guiar a decisão final, não apenas a intuição.
m_ex = 0.60 kg/s
m_air = 0.25 kg/s
PR = 1.8
eta_c = 0.72 | eta_t = 0.70
T2s = 300 * 1.8^0.286 ~= 354.9 K
T2 = 300 + (354.9 - 300) / 0.72 ~= 376.2 K
P_c = 0.25 * 1005 * (376.2 - 300) ~= 19.1 kW
P_t,ideal = 19.1 / 0.70 ~= 27.3 kW
Quer a demanda parta de um cartucho gasto, de um problema dimensional ou de um novo requisito de mercado, o próximo passo é o mesmo: colocar as referências diante da equipa de engenharia e reduzir o risco cedo.