Ingeniería inversa desde la muestra real
La captura de nube de puntos, la validación virtual y la integración con CAM acortan el camino entre una pieza desgastada y una pieza lista para producción.
LeadTurbo apoya a los talleres de reparación con ingeniería inversa, aseguramiento de la calidad y conocimiento del turbo a nivel de componente, para que la conversación de abastecimiento pase de la muestra a la pieza de producción fiable sin suposiciones.
 De la ingeniería inversa a la producción
De la ingeniería inversa a la producción
La captura de nube de puntos, la validación virtual y la integración con CAM acortan el camino entre una pieza desgastada y una pieza lista para producción.
Los controles de laboratorio, la inspección en CMM y los informes de balanceo mantienen visibles el material, las dimensiones y la calidad de ensamblaje durante todo el proceso.
LeadTurbo trabaja a nivel de componente y de sistema, desde carcasas y ruedas hasta cuestiones de selección, respuesta y durabilidad.
La medición, la simulación y la preparación de manufactura resuelven cada una un riesgo distinto. Combinadas, reducen la ambigüedad antes de que la pieza llegue a la máquina o al banco de trabajo del taller.
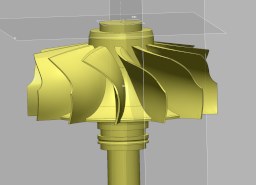
El proceso parte de la pieza real, no de suposiciones, para que el modelo digital refleje la pieza que realmente debe reproducir.
Cargas, compatibilidad, calor y riesgos de falla se verifican antes de liberar el diseño para decisiones de mecanizado o utillaje.
Trayectorias de herramienta, utillajes y programas CNC se preparan para que la pieza pase a producción repetible con menos iteraciones de puesta a punto.
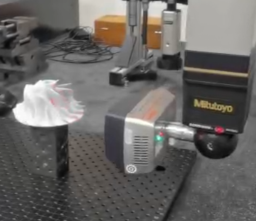
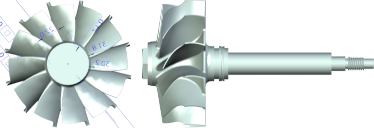
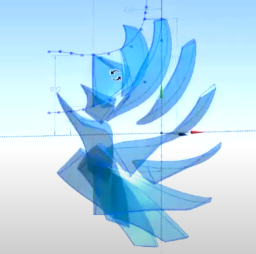
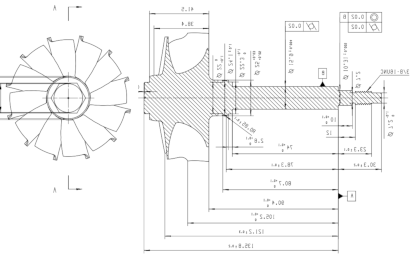
LeadTurbo comienza capturando la geometría real de la pieza con una resolución muy fina. La nube de puntos se convierte en la referencia base para reconstruir superficies, aristas y formas de transición que suelen perderse en la medición manual sola.
Así, el trabajo CAD parte de geometría real con evidencia medida, no de estimaciones a partir de unas pocas dimensiones visibles.
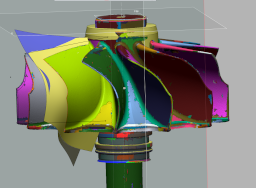
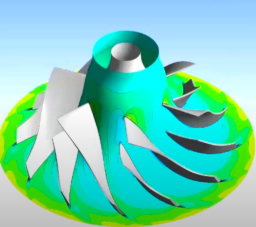
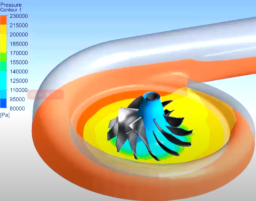
El modelo digital se verifica contra esfuerzos, compatibilidad, carga térmica y condiciones de servicio antes de liberarlo. Esto ayuda a revelar geometrías débiles, suposiciones erróneas de apilado o riesgos de durabilidad antes de invertir tiempo en utillaje y manufactura de prueba.
El objetivo es práctico: acortar ciclos de iteración, reducir el costo de corrección y entregar un juego de planos ya más cercano a la realidad de producción.
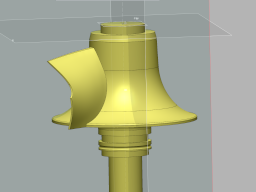
Cuando la geometría está validada, CAM la traduce en trayectorias de herramienta, verificación de colisiones, lógica de utillaje y programas listos para CNC. Esto cierra la brecha entre la aprobación del plano y un mecanizado repetible.
El control de revisiones y las salidas orientadas a máquina ayudan a reducir las iteraciones de puesta a punto y mantienen el proceso liberado alineado con el modelo validado.
El trabajo de calidad de LeadTurbo no es un único punto de control al final. Es una cadena de controles que empieza por la verificación de materia prima y sigue con inspección dimensional, disciplina de ensamblaje y balanceo.
La acción correctiva se construye sobre la causa raíz, los controles preventivos y el aprendizaje del proceso, no sobre arreglos puntuales.
Composición química, dureza y comprobaciones metalográficas ayudan a mantener fuera del proceso los insumos de baja calidad.
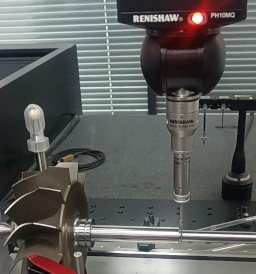
Las dimensiones críticas se verifican con rutinas CMM repetibles y los registros quedan disponibles para trazabilidad.
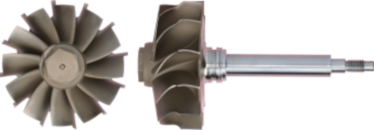
Los ejes y conjuntos de turbina se balancean con resultados reportables para que el armado final parta de un grupo rotante estable.

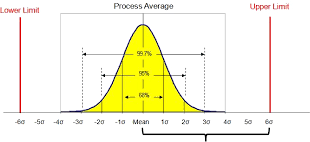
LeadTurbo usa el pensamiento Six Sigma para orientar la acción correctiva hacia la causa raíz, no a la gestión del síntoma. Eso importa porque la deriva recurrente de calidad suele ser un problema de proceso, no solo de operario.
Se utilizan DFMEA, PFMEA y controles preventivos para reducir fallas recurrentes y consolidar el aprendizaje del proceso.
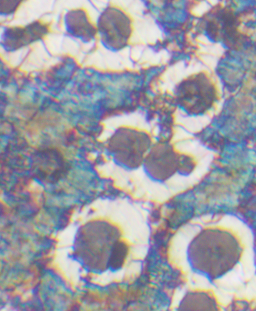
La materia prima se verifica en composición química, dureza, propiedades de tracción y estado metalográfico antes de convertirse en insumo aceptado para producción.
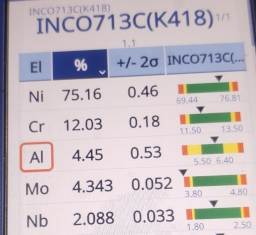
El análisis XRF y los registros conservados respaldan la trazabilidad, sobre todo cuando el cumplimiento del material del eje de turbina importa al taller.
La inspección CMM controlada por programa elimina gran parte de la variación subjetiva en la verificación dimensional y hace más fácil guardar, comparar y compartir los registros.
Para el cliente, esto significa evidencia dimensional objetiva, no una declaración genérica de que la pieza fue verificada.
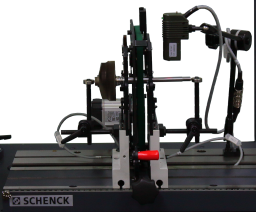


El balanceo dinámico se verifica con resultados documentados para que los ejes y conjuntos de turbina lleguen con un punto de partida controlado para la calidad final del armado.
Combinado con un par de ensamblaje controlado y disciplina de SOP, esto reduce el trabajo de corrección post-ensamble y protege la fiabilidad en servicio.
La empresa no se limita a piezas aisladas. El contexto de ingeniería abarca piezas rotantes, diseño de carcasas, comportamiento de flujo, estrategia de control y decisiones prácticas de selección.
Decisiones sobre el grupo rotor, carcasas y paquete de cojinetes que definen durabilidad y compatibilidad.
Ruedas compresoras en aluminio de alta resistencia y ruedas de turbina basadas en aleaciones de níquel resistentes al calor cuando el ciclo de trabajo lo exige.
El control de cojinetes de empuje y radiales se diseña en torno al soporte estable del eje y a una fricción reducida en todo el rango de operación.
El diseño de la carcasa de turbina y la central debe manejar calor, sellado y conductos de fluido sin introducir inestabilidad evitable.
La fabricación ajustada y el control del balanceo ayudan a mantener bajos el ruido, la vibración y el riesgo de servicio incluso a velocidades de eje muy altas.
Las decisiones sobre compresor, turbina y álabes afectan la respuesta, la eficiencia y el rango utilizable del mapa.
Los perfiles de álabe y las decisiones de trayectoria de flujo apuntan a la relación de presión, la estabilidad y la eficiencia utilizable en todo el mapa.
El diseño de la etapa de turbina determina con qué eficacia la energía del escape se convierte en trabajo de eje para el compresor.
El control de álabes ayuda a ampliar la ventana de respuesta efectiva, especialmente cuando importa el par a bajas RPM.
Las decisiones sobre wastegate, actuador y control de bombeo importan tanto como el propio hardware.
El hardware de control de soplado debe ajustarse al rango de flujo previsto sin generar respuesta inestable o tardía.
La retroalimentación de sensores y la lógica de calibración ayudan a mantener al turbo dentro de límites de operación seguros frente a una demanda variable del motor.
Una actuación rápida de álabes mejora la respuesta a bajas RPM y amplía la ventana de operación cuando el sistema está bien emparejado.
Las válvulas de descarga y las medidas de control relacionadas ayudan a proteger al compresor cuando la demanda del motor cambia bruscamente.
Esta sección condensa el contenido de ingeniería más extenso en un formato de referencia más claro. Cubre la arquitectura del sistema, el balance de potencia, la interpretación del mapa, la lógica de control, los modos de falla y un ejemplo simple de cálculo en régimen estacionario.
Un turbocompresor combina turbina, compresor y eje común para que la energía de escape eleve la presión de admisión. Alrededor de ese núcleo, el sistema de cojinetes, las carcasas, los sellos, los conductos de refrigeración y el hardware de control determinan qué tan estable y duradero es el sistema en servicio.
En la práctica, las decisiones a nivel de componente y la estrategia de control deben leerse juntas. Una rueda o carcasa robusta por sí sola no garantiza un buen sistema turbo.
En régimen estacionario, la turbina debe entregar al menos la potencia demandada por el compresor más las pérdidas mecánicas. Por eso el emparejamiento es primero un problema de balance de potencia, antes que de empaquetamiento.
P_t = m_ex * cp_ex * (T_in - T_out)
P_c = m_air * cp_air * (T2 - T1)
P_t * eta_t >= P_c + P_loss
Estas relaciones rápidas son útiles para trabajos de concepto. El emparejamiento detallado sigue necesitando mapas reales, entalpía de gas real y puntos de operación medidos.
La relación de presión, el flujo másico, la velocidad del eje y la eficiencia definen si un turbo opera en una región útil del mapa. El hardware de control decide con qué frecuencia el motor permanece realmente allí.
Una buena estrategia de control no rescata a un turbo mal emparejado, pero un buen emparejamiento puede degradarse por malas decisiones de control.
Suele estar ligado a falta de aceite, contaminación o pérdida de holgura. Compruebe presión, limpieza y juego del eje antes de asumir que el hardware es la causa original.
El daño por objeto extraño y la fatiga aparecen en el estado de los álabes. La inspección con boroscopio y la limpieza de la trayectoria son importantes antes de volver a poner una unidad en servicio.
Aceite en la admisión o el escape puede apuntar a daño de sello, pero también a desbalance de presión, problemas de ventilación o desgaste de cojinete en otra parte del sistema.
Un soplado bajo suele estar fuera del propio turbo: fugas, fallas de actuador, daño en intercooler o restricciones del lado de escape pueden parecer al inicio un problema de hardware.
La regla práctica es simple: el emparejamiento basado en mapas y los datos de validación deben guiar la decisión final, no solo la intuición.
m_ex = 0.60 kg/s
m_air = 0.25 kg/s
PR = 1.8
eta_c = 0.72 | eta_t = 0.70
T2s = 300 * 1.8^0.286 ~= 354.9 K
T2 = 300 + (354.9 - 300) / 0.72 ~= 376.2 K
P_c = 0.25 * 1005 * (376.2 - 300) ~= 19.1 kW
P_t,ideal = 19.1 / 0.70 ~= 27.3 kW
Ya sea que la solicitud parta de un cartucho desgastado, un problema dimensional o un nuevo requerimiento de mercado, el siguiente paso es el mismo: poner las referencias frente al equipo de ingeniería y reducir el riesgo temprano.