Inżynieria odwrotna na bazie rzeczywistej próbki
Akwizycja chmury punktów, walidacja wirtualna i integracja CAM skracają drogę od zużytej części do gotowych do produkcji elementów.
LeadTurbo wspiera warsztaty naprawcze inżynierią odwrotną, zapewnieniem jakości i wiedzą o komponentach turbosprężarek, dzięki czemu rozmowa zakupowa przechodzi od próbki do niezawodnej części produkcyjnej bez zgadywania.
 Od inżynierii odwrotnej do produkcji
Od inżynierii odwrotnej do produkcji
Akwizycja chmury punktów, walidacja wirtualna i integracja CAM skracają drogę od zużytej części do gotowych do produkcji elementów.
Kontrole laboratoryjne, inspekcja CMM i raporty wyważania utrzymują widoczność materiału, wymiarów i jakości montażu w całym procesie.
LeadTurbo pracuje na poziomie komponentów i całego systemu — od obudów i wirników po zagadnienia dopasowania, reakcji i trwałości.
Pomiar, symulacja i przygotowanie produkcji rozwiązują różne rodzaje ryzyka. Razem ograniczają niejednoznaczność, zanim część trafi do maszyny lub na stół warsztatu.
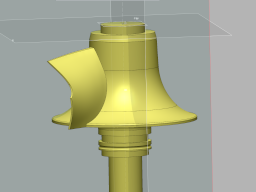
Proces zaczyna się od rzeczywistej części, a nie założeń, dzięki czemu model cyfrowy odzwierciedla element, który faktycznie trzeba odtworzyć.
Obciążenia, zgodność, ciepło i ryzyko awarii są weryfikowane, zanim projekt zostanie zwolniony do decyzji o obróbce lub oprzyrządowaniu.
Ścieżki narzędzi, oprzyrządowanie i programy CNC są przygotowane tak, aby część mogła trafić do powtarzalnej produkcji przy mniejszej liczbie iteracji ustawienia.
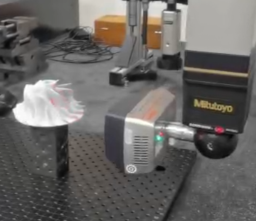
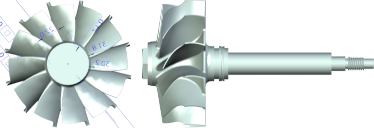
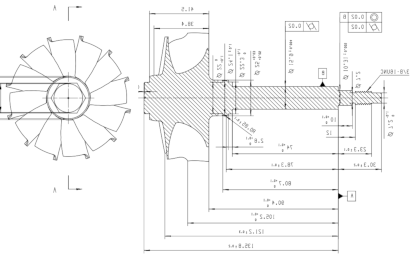
LeadTurbo zaczyna od rejestracji rzeczywistej geometrii części w bardzo wysokiej rozdzielczości. Chmura punktów staje się punktem odniesienia do rekonstrukcji powierzchni, krawędzi i kształtów przejściowych, które zazwyczaj umykają w samym pomiarze ręcznym.
Oznacza to, że praca CAD zaczyna się od rzeczywistej geometrii popartej zmierzonymi dowodami, a nie od szacunków na podstawie kilku widocznych wymiarów.
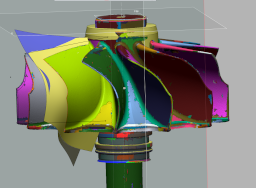
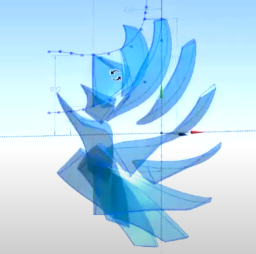
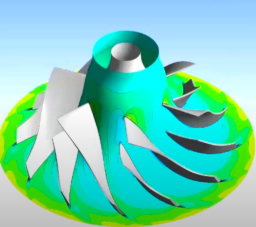
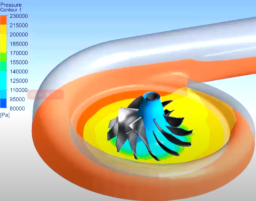
Model cyfrowy jest sprawdzany pod kątem naprężeń, dopasowania, obciążenia termicznego i warunków pracy przed zatwierdzeniem. Pomaga to ujawnić słabą geometrię, błędne założenia tolerancji łańcuchowych lub ryzyko trwałości, zanim poświęci się czas na oprzyrządowanie i produkcję próbną.
Cel jest praktyczny: skrócić cykle iteracji, obniżyć koszty korekt i przekazać zestaw rysunków, który jest już bliższy realiom produkcyjnym.
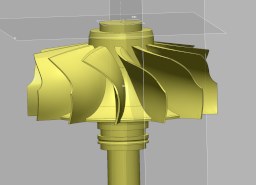
Po zatwierdzeniu geometrii CAM przekłada ją na ścieżki narzędzi, kontrole kolizji, logikę mocowań i programy gotowe do CNC. Likwiduje to lukę między zatwierdzeniem rysunku a powtarzalną obróbką.
Kontrola wersji i wyniki ukierunkowane na maszynę pomagają ograniczyć iteracje ustawienia i utrzymać zwolniony proces zgodny z zatwierdzonym modelem.
Praca nad jakością w LeadTurbo to nie jeden punkt kontrolny na końcu. To łańcuch kontroli, który zaczyna się od weryfikacji surowca, a następnie przechodzi przez inspekcję wymiarową, dyscyplinę montażu i wyważanie.
Działania korygujące są oparte na przyczynie źródłowej, kontrolach prewencyjnych i nauce z procesu, a nie na doraźnych poprawkach.
Kontrola składu chemicznego, twardości i badania metalograficzne pomagają wyeliminować materiały o niskiej jakości z procesu.
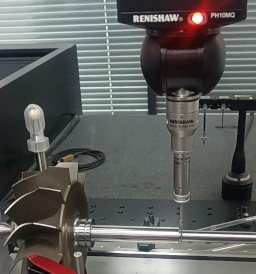
Krytyczne wymiary są weryfikowane za pomocą powtarzalnych programów CMM, a zapisy pozostają dostępne dla zachowania identyfikowalności.
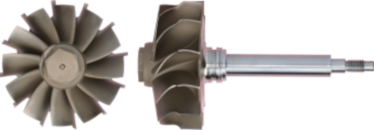
Wały turbin i podzespoły są wyważane z udokumentowanymi wynikami, aby finalny montaż rozpoczynał się od stabilnej grupy wirującej.

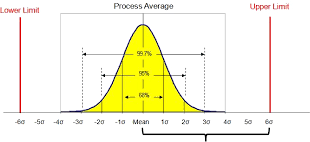
LeadTurbo wykorzystuje myślenie Six Sigma, aby ukierunkować działania korygujące na przyczynę źródłową, a nie na zarządzanie objawami. Ma to znaczenie, ponieważ powtarzający się dryf jakościowy to zazwyczaj problem procesu, a nie tylko operatora.
DFMEA, PFMEA i kontrole prewencyjne służą do ograniczania powtarzalnych awarii i utrwalania wniosków procesowych.
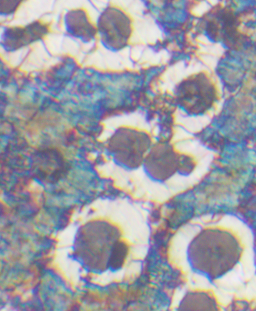
Surowiec jest sprawdzany pod kątem składu chemicznego, twardości, właściwości wytrzymałościowych i stanu metalograficznego, zanim zostanie zatwierdzony jako materiał wejściowy do produkcji.
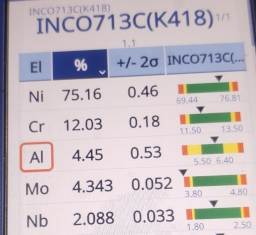
Analiza XRF i zachowane zapisy wspierają identyfikowalność, szczególnie wtedy, gdy zgodność materiału wałka turbiny ma znaczenie dla warsztatu.
Inspekcja CMM sterowana programem usuwa znaczną część subiektywnej zmienności z weryfikacji wymiarowej i ułatwia przechowywanie, porównywanie i udostępnianie zapisów.
Dla klienta oznacza to obiektywne dowody wymiarowe, a nie ogólne stwierdzenie, że część została sprawdzona.
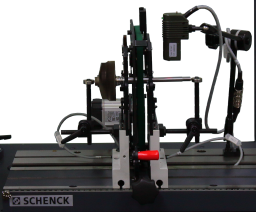


Wyważenie dynamiczne jest weryfikowane z udokumentowanymi wynikami, dzięki czemu wały turbin i podzespoły trafiają do montażu z kontrolowanym punktem wyjścia dla finalnej jakości.
W połączeniu z kontrolowanym momentem dokręcania montażowego i dyscypliną SOP ogranicza to poprawki po montażu i chroni niezawodność eksploatacyjną.
Firma nie ogranicza się do pojedynczych części zamiennych. Kontekst inżynieryjny obejmuje elementy wirujące, konstrukcję obudów, zachowanie przepływu powietrza, strategię sterowania i praktyczne decyzje dotyczące dopasowania.
Decyzje dotyczące grupy wirnikowej, obudów i zestawu łożysk, które kształtują trwałość i zgodność.
Wirniki sprężarki z aluminium o wysokiej wytrzymałości, a wirniki turbiny ze stopów niklu odpornych na wysoką temperaturę tam, gdzie wymaga tego cykl pracy.
Kontrola łożysk oporowych i ślizgowych opiera się na stabilnym podparciu wału i zmniejszonym tarciu w całym zakresie pracy.
Konstrukcja obudowy turbiny i obudowy środkowej musi obsługiwać ciepło, uszczelnienia i kanały płynów bez wprowadzania niepotrzebnej niestabilności.
Ścisła produkcja i kontrola wyważenia pomagają utrzymać niski poziom hałasu, drgań i ryzyka eksploatacyjnego przy bardzo wysokich prędkościach wału.
Decyzje dotyczące sprężarki, turbiny i łopatek wpływają na reakcję, sprawność i użyteczny zakres mapy pracy.
Profile łopatek i decyzje dotyczące drogi przepływu wpływają na stosunek ciśnień, stabilność i użyteczną sprawność w całej mapie pracy.
Konstrukcja stopnia turbiny decyduje o tym, jak efektywnie energia spalin jest zamieniana na pracę wału dla sprężarki.
Sterowanie łopatkami pomaga poszerzyć skuteczne okno reakcji, szczególnie tam, gdzie liczy się moment obrotowy przy niskich obrotach.
Decyzje dotyczące wastegate, siłownika i ochrony przed pompowaniem mają takie samo znaczenie jak sam sprzęt.
Sprzęt do sterowania ciśnieniem doładowania musi być dopasowany do założonego zakresu przepływu, nie powodując niestabilnej ani opóźnionej reakcji.
Sprzężenie zwrotne z czujników i logika kalibracji pomagają utrzymać turbosprężarkę w bezpiecznych granicach pracy przy zmiennym zapotrzebowaniu silnika.
Szybkie ruchy łopatek poprawiają reakcję na niskim zakresie i poszerzają okno pracy, gdy system jest poprawnie dopasowany.
Zawory blow-off i powiązane środki sterowania pomagają chronić sprężarkę, gdy zapotrzebowanie silnika zmienia się gwałtownie.
Ta sekcja kondensuje dłuższe treści inżynieryjne do bardziej przejrzystego formatu referencyjnego. Obejmuje architekturę systemu, bilans mocy, interpretację map, logikę sterowania, rodzaje awarii oraz prosty przykład obliczeń w stanie ustalonym.
Turbosprężarka łączy turbinę, sprężarkę i wspólny wał, dzięki czemu energia spalin może podnieść ciśnienie powietrza dolotowego. Wokół tego rdzenia układ łożysk, obudowy, uszczelnienia, kanały chłodzenia i sprzęt sterujący decydują o stabilności i trwałości systemu w eksploatacji.
W praktyce wybory na poziomie komponentów i strategia sterowania muszą być rozpatrywane razem. Sam mocny wirnik lub obudowa nie gwarantują dobrego systemu turbo.
W stanie ustalonym turbina musi dostarczyć co najmniej moc wymaganą przez sprężarkę powiększoną o straty mechaniczne. Dobór jest więc najpierw problemem bilansu mocy, a dopiero potem problemem zabudowy.
P_t = m_ex * cp_ex * (T_in - T_out)
P_c = m_air * cp_air * (T2 - T1)
P_t * eta_t >= P_c + P_loss
Te szybkie zależności są przydatne na etapie koncepcyjnym. Szczegółowy dobór nadal wymaga rzeczywistych map, entalpii gazów rzeczywistych i zmierzonych punktów pracy.
Stosunek ciśnień, przepływ masowy, prędkość wału i sprawność określają, czy turbosprężarka pracuje w użytecznym obszarze mapy. Sprzęt sterujący decyduje o tym, jak często silnik faktycznie tam pozostaje.
Dobra strategia sterowania nie uratuje źle dobranej turbosprężarki, ale dobre zgodność może zostać zepsute przez błędne decyzje sterujące.
Zazwyczaj wiąże się z niedoborem oleju, zanieczyszczeniem lub utratą luzu. Przed przyjęciem, że przyczyną pierwotną jest sam sprzęt, sprawdź ciśnienie, czystość i luz wału.
Uszkodzenia ciałami obcymi i zmęczenie materiału ujawniają się w stanie łopatek. Przed ponownym wprowadzeniem jednostki do eksploatacji liczy się inspekcja boroskopowa i oczyszczenie ścieżek.
Olej w dolocie lub wydechu może wskazywać na uszkodzenie uszczelnień, ale także na nierównowagę ciśnień, problemy z wentylacją lub zużycie łożysk gdzie indziej w systemie.
Niskie doładowanie często leży poza samą turbosprężarką: nieszczelności, usterki siłowników, uszkodzenie intercoolera lub ograniczenia po stronie wydechu mogą początkowo wyglądać jak problem sprzętowy.
Reguła praktyczna jest prosta: ostateczną decyzję powinien dyktować dobór oparty na mapach i dane walidacyjne, a nie sama intuicja.
m_ex = 0.60 kg/s
m_air = 0.25 kg/s
PR = 1.8
eta_c = 0.72 | eta_t = 0.70
T2s = 300 * 1.8^0.286 ~= 354.9 K
T2 = 300 + (354.9 - 300) / 0.72 ~= 376.2 K
P_c = 0.25 * 1005 * (376.2 - 300) ~= 19.1 kW
P_t,ideal = 19.1 / 0.70 ~= 27.3 kW
Niezależnie od tego, czy zapytanie zaczyna się od zużytego rdzenia, problemu wymiarowego czy nowego wymagania rynku, kolejny krok jest taki sam: przedstawić referencje zespołowi inżynieryjnemu i wcześnie zawęzić ryzyko.